
این دو نوع لیزر QCW,CW در انواع دستگاه های جوش لیزری، برش لیزری، تمیز کننده لیزری بسیار کاربرد دارند و تفاوت بین ان ها تفاوت بین دستگاه های لیزری پیوسته و پالسی از لحاظ ریز ساختار فلزات، ناحیه تاثیر حرارتی و راحتی تنظیم در استفاد از دستگاه های لیزری مشخص می شود.
پرسپکتیو ریزساختاری
به بررسی ویژگیها و رفتار مواد فلزات مزایای مشخص نوع لیزری موج مداوم (CW) را در مقایسه با نوع لیزری پالس موج کمی (QCW) نشان میدهد. نوع لیزری QCW، به دلیل محدودیت فرکانس آن که معمولاً حدود 500 هرتز است، به یک معادله تجاری بین نرخ همپوشانی و عمق نفوذ دچار میشود. نرخ همپوشانی پایین منجر به عمق ناکافی و نرخ همپوشانی بالا محدودیت سرعت جوش را به همراه دارد و در نتیجه کارآیی کاهش مییابد. در مقابل، نوع لیزری CW با انتخاب قطرهای مناسب هسته لیزر و هدجوشکاری، به نورد کارآمد و مداوم دست مییابد. این روش در کاربردهایی که نیاز به یکپارچگی بالای درز دارند، به ویژه مطمئن است.
ملاحظات حرارتی
از نظر تأثیر حرارتی، نوع لیزری پالس QCW با مشکل همپوشانی مواجه است که منجر به گرم شدن مکرر جوش درز میشود. این مسأله میتواند عدم انسجامهایی بین ریزساختار فلز و ماده مادر ایجاد کند، از جمله تفاوت در اندازههای لغزش و نرخهای خنکشدن که خطر ترک خوردگی را افزایش میدهد. در مقابل، نوع لیزری CW با ارائه فرآیند گرمایش مداوم و یکنواخت این مشکل را حل میکند.
راحتی در تنظیمات
از نظر عملیات و تنظیم، نوع لیزری QCW نیازمند تنظیم دقیق چندین پارامتر، از جمله فرکانس تکرار پالس، قدرت اوج، پهنای پالس، چرخه وظیفه و غیره است. نوع لیزری CW فرآیند تنظیم را سادهتر میکند و به طور عمده بر روی شکل موج، سرعت، قدرت و میزان انحراف تمرکز میکند که به طور قابل توجه ای دشواریهای عملیاتی را کاهش میدهد.
پیشرفتهای تکنولوژیکی در نوع لیزری CW
در حالی که نوع لیزری QCW به دلیل قدرت اوج بالا و ورودی حرارتی کم شناخته شده است که برای جوشکاری لیزری اجزای حساس به حرارت و مواد با دیواره بسیار نازک مفید است، پیشرفتهای فناوری نوع لیزری CW، به ویژه برای کاربردهای با قدرت بالا (معمولاً بالای 500 وات) و جوشکاری عمیق بر اساس اثر کلید، دامنه کاربرد و کارایی آن را به طور قابل توجهی گسترش داده است. این نوع لیزر به ویژه برای مواد ضخیمتر از 1 میلیمتر مناسب بوده با وجود ورودی حرارت نسبتاً بالا.
مزایای تولید جوش با نوع لیزر QCW
توزیع انرژی متمرکز
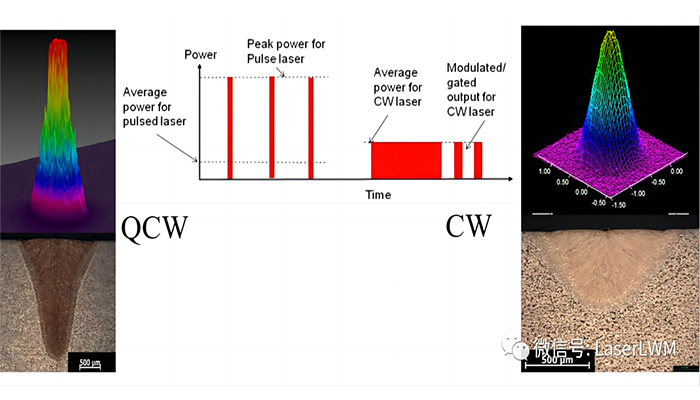
QCW، که مخفف “موج شبه پیوسته” است، نمایانگر فناوری لیزری است که در آن لیزر به صورت غیر پیوسته نور را منتشر میکند. برخلاف توزیع یکنواخت انرژی لیزرهای پیوسته ی تکحالت، لیزرهای QCW انرژی خود را به صورت متراکمتر متمرکز میکنند. این ویژگی به لیزرهای QCW چگالی انرژی بالاتری میدهد که به قابلیت نفوذ قویتری تبدیل میشود. اثر متالوژیکی از هد دستگاه های لیزری حاصل به شکل “میخ” با نسبت عمق به عرض قابل توجهی است به نمایش در میاید که به لیزرهای QCW اجازه میدهد در کاربردهایی که شامل آلیاژهای با بازتاب بالا مثل جوش لیزری الومینیوم ،نقره، مواد حساس به حرارت و جوشکاری دقیق میکرو هستند، عملکرد بهتری داشته باشند.
ثبات بیشتر و کاهش تداخل بخار فلزی
یکی از مزایای بارز جوشکاری با لیزر QCW، توانایی آن در کاهش تأثیر بخار فلز بر نرخ جذب ماده است که منجر به یک فرآیند پایدارتر میشود. در حین تعامل لیزر و ماده، تبخیر شدید میتواند مخلوطی از بخار فلز و پلاسما را بالای حوضچه ذوب ایجاد کند که به آن بخار فلزی گفته میشود. این بخار میتواند سطح ماده را از لیزر محافظت کند و باعث تحویل ناپایدار انرژی و عیوبی مانند پاشش، نقاط انفجاری و حفرهها شود. با این حال، انتشار متناوب لیزرهای QCW (به عنوان مثال، یک پالس 5 میلیثانیهای و سپس یک وقفه 10 میلیثانیهای) اطمینان میدهد که هر پالس لیزر به سطح ماده بدون تأثیر از بخار فلز میرسد و در نتیجه یک فرآیند جوشکاری بسیار پایدار، به ویژه برای جوشکاری ورقهای نازک، به وجود میآورد.
دینامیک پایدار حوضچه ذوب
دینامیک حوضچه ذوب، به ویژه از نظر نیروهای مؤثر بر روی کلید (keyhole)،در تعیین کیفیت جوش بسیار مهم است. لیزرهای پیوسته به دلیل قرارگیری طولانیمدت و نواحی حرارتی بزرگتر، تمایل دارند حوضچههای ذوب بزرگتری با فلز مایع ایجاد کنند. این میتواند به عیوب مرتبط با حوضچههای ذوب بزرگ، مانند فروپاشی کلید، منجر شود. در مقابل، انرژی متمرکز و زمان تعامل کوتاهتر در جوشکاری با لیزر QCW حوضچه ذوب را در اطراف کلید متمرکز میکند و منجر به توزیع یکنواختتر نیرو و کاهش وقوع حفره، ترک و پاشش میشود.
کاهش ناحیه تحت تأثیر حرارت
جوشکاری لیزری با دستگاه های جوش لیزری دستی و اتوماتیک پیوسته مواد را به حرارت مداوم دچار میکند که منجر به هدایت حرارتی قابل توجهی به داخل ماده میشود. این میتواند باعث تغییر شکل حرارتی نامطلوب و عیوب ناشی از تنش در مواد نازک شود. لیزرهای QCW با عملکرد متناوب خود به مواد زمان میدهند تا خنک شوند و بدین ترتیب ناحیه تحت تأثیر حرارت و ورودی حرارتی را به حداقل میرسانند. این ویژگی جوشکاری با لیزر QCW را به ویژه برای مواد نازک مس ، الومینیوم و آنهایی که نزدیک به اجزای حساس به حرارت هستند، مناسب میسازد.
توان پیک بالاتر
با وجود اینکه لیزرهای QCW لیزرهای پالسی از نظر توان متوسط با لیزرهای پیوسته مشابه هستند، اما توان پیک و چگالی انرژی بالاتری را به دست میآورند که منجر به نفوذ عمیقتر و قابلیتهای جوشکاری قویتر میشود. این مزیت بهویژه در جوشکاری ورقهای نازک مس و آلیاژهای آلومینیوم به وضوح قابل مشاهده است. در contrast، لیزرهای پیوسته با همان توان متوسط ممکن است نتوانند اثری بر روی سطح ماده ایجاد کنند به دلیل چگالی انرژی پایین که منجر به انعکاس میشود. لیزرهای با توان بالا و پیوسته، در حالی که قادر به ذوب ماده هستند، میتوانند پس از ذوب افزایش شدیدی در نرخ جذب را تجربه کنند که باعث عمق ذوب غیرقابل کنترل و ورودی حرارتی میشود، که برای جوشکاری ورقهای نازک مناسب نیست و ممکن است باعث نشانه نداشتن یا سوزاندن شود و فرآیند مورد نظر را برآورده نکند.
مزایای تولید جوش با نوع لیزر CW
نوع لیزر موج پیوسته
CW یا “موج پیوسته” به سیستمهای لیزری اشاره دارد که قادر به ارائه خروجی لیزر بدون توقف در حین عملیات هستند. این لیزرها به خاطر توان پایین پیک و توان متوسط بالاتر در مقایسه با سایر انواع لیزرها مشخص میشوند و میتوانند تا زمانی که عملیات ادامه داشته باشد، لیزر را به طور مداوم یا پیوسته منتشر کنند.
کاربردهای گسترده
به دلیل ویژگی خروجی مداوم، لیزرهای موج پیوسته کاربردهای وسیعی در زمینههایی مانند برش فلز و جوشکاری مس و آلومینیوم دارند و از جمله رایجترین و پرکاربردترین انواع لیزرها به شمار میروند. توانایی آنها در ارائه انرژی پایدار و منسجم باعث میشود تا در هر دو سناریوی پردازش دقیق و تولید انبوه بینظیر باشند.
پارامترهای تنظیم فرآیند
تنظیم لیزر CW برای بهینهسازی عملکرد فرآیند شامل تمرکز بر چندین پارامتر کلیدی است، از جمله شکل موج توان، قطر نقطه پرتو و سرعت پردازش. تنظیم دقیق این پارامترها برای دستیابی به بهترین نتایج پردازش بسیار حیاتی است و تضمینکننده کارایی و کیفیت در عملیات جوش کاری با لیزر است.
ویژگیهای توزیع انرژی
یکی از ویژگیهای قابل توجه لیزرهای پیوسته (CW) توزیع انرژی گاوسی آنها است، به طوری که توزیع انرژی مقطع یک پرتو لیزر از مرکز به سمت خارج به صورت یک الگوی گاوسی (توزیع نرمال) کاهش مییابد. این ویژگی توزیع به لیزرهای پیوسته این امکان را میدهد که دقت تمرکز فوقالعاده بالا و کارایی پردازش را به ویژه در برنامههایی که نیاز به پیادهسازی انرژی متمرکز دارند، به دست آورند.