
با گسترش باتریهای لیتیوم‑یون در خودروهای برقی، سیستمهای ذخیره انرژی و تجهیزات الکترونیکی، نیاز به اتصالات بسیار دقیق و قابلاعتماد بین سلولها به شدت افزایش یافته است. یکی از تکنولوژیهای اصلی برای این نوع اتصالات، جوش لیزری است. در این فرآیند، با استفاده از یک دستگاه جوش لیزری، پرتو متمرکز لیزر روی یک نقطه بسیار کوچک از فلز تابانده میشود تا قطعاتی مانند تبها (Tabs)، باسبارها (Busbars) و ترمینالهای باتری به هم متصل شوند.در باتریها، معمولاً فلزاتی مانند مس، آلومینیوم، نیکل و فولاد ضدزنگ به کار میروند. جوش این فلزات با روشهای سنتی همیشه ساده نیست، زیرا ضخامتها بسیار کم، قطعات حساس و فضای کار محدود است. در اینجا جوش لیزری به دلیل تمرکز انرژی بالا و کنترل فوقالعاده دقیق، بهترین گزینه محسوب میشود
مراحل جوش لیزری در تولید باتری
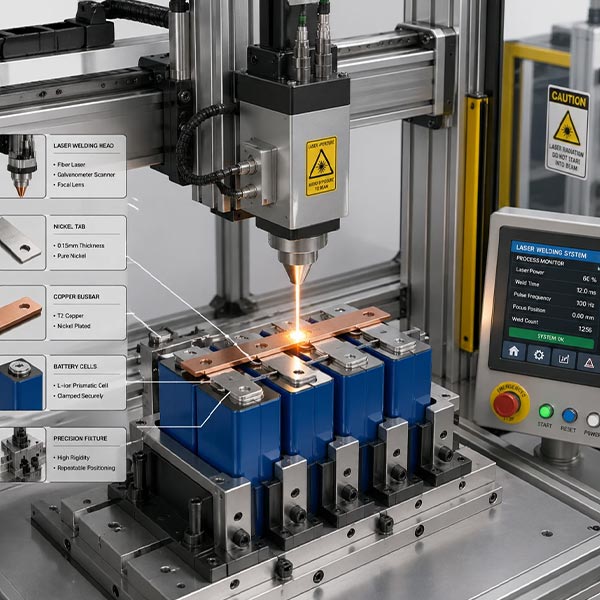
در فرآیند جوش لیزری باتری، ابتدا تبها و باسبارها بهصورت دقیق روی سلول فیکس میشوند و پارامترهای جوش مانند توان، پالس و فوکوس تنظیم میگردد. سپس پرتو لیزر در چند میلیثانیه حوضچه مذاب ایجاد کرده و با سرد شدن سریع، اتصال فلزی محکم و کممقاومت بین قطعات ایجاد میشود.
آمادهسازی و فیکس کردن قطعات
ابتدا تبها و باسبارها روی ترمینال سلول قرار میگیرند. در پکهای باتری خودرو برقی، دهها یا صدها سلول باید با دقت میکرونی در کنار هم چیده و فیکس شوند تا در هنگام جوش، هیچ لرزش و جابجایی وجود نداشته باشد.
تنظیم پارامترهای جوش
اپراتور یا مهندس فرآیند پارامترهایی مانند:
- توان لیزر (مثلاً ۲۰۰ تا ۵۰۰ وات برای تبهای نازک)
- زمان پالس (در حد چند میلیثانیه)
- قطر نقطه جوش (مثلاً ۵۰ تا ۲۰۰ میکرون)
- تعداد پالسها و فاصله بین جوشها
را تعیین میکند. در دستگاه جوش لیزری اتوماتیک این پارامترها در قالب Recipe یا برنامه ذخیره میشود تا برای تولید سری، تکرارپذیری کامل فراهم شود.
تابش پرتو و تشکیل حوضچه مذاب
پرتو لیزر به محل اتصال برخورد میکند. فلز در همان نقطه انرژی را جذب کرده و ظرف چند میلیثانیه تا دمای ذوب بالا میرود. یک حوضچه کوچک مذاب تشکیل میشود که بین دو قطعه فلز (مثلاً تب مسی و نیکل) مشترک است.
سرد شدن و ایجاد اتصال دائمی
به محض قطع شدن پرتو، حوضچه مذاب به سرعت سرد میشود و دو قطعه به صورت متالورژیکی (فیوژن) به هم جوش میخورند. این اتصال، مقاومت الکتریکی بسیار پایین و استحکام مکانیکی بالایی دارد.
انواع جوش لیزری مورد استفاده در باتریها
به طور کلی دو حالت اصلی در جوش لیزری وجود دارد:
-
Conduction Mode (جوش سطحی)
در این حالت، انرژی لیزر بیشتر در سطح جذب میشود، عمق نفوذ کم است و جوش بیشتر سطحی و پهن است. این روش برای تبها و ورقهای نازک و زمانی که نمیخواهیم حرارت زیادی وارد ساختار باتری شود، بسیار مناسب است.
-
Keyhole Mode (جوش عمیق)
در این حالت، توان لیزر بالاتر است. فلز تا حدی گرم میشود که بخار فلز یک حفره عمیق (Keyhole) ایجاد میکند و انرژی بیشتر به عمق قطعه نفوذ میکند. این روش برای اتصال باسبارهای ضخیمتر یا نقاطی که نیاز به مقاومت مکانیکی بالاتر است استفاده میشود. (مقایسه لیزرهای سینگل مد و مالتی مد در دستگاه جوش لیزری)
یک دستگاه جوش لیزری اتوماتیک میتواند بسته به نوع نقطه، بین این دو حالت با تغییر توان، فوکوس و سرعت، سوئیچ کند.
مزایای استفاده از جوش لیزری در باتریها
استفاده از دستگاه جوش لیزری در تولید باتری مزایای مهمی دارد:
- دقت بسیار بالا: امکان جوش نقاط در ابعاد میکرونی، بدون آسیب به لایههای اطراف.
- ناحیه حرارتی کوچک (HAZ): حرارت تنها در ناحیه بسیار کوچکی متمرکز میشود و سلول باتری داغ نمیشود؛ این موضوع برای ایمنی بسیار حیاتی است.
- سرعت تولید بالا: در خطوط تولید انبوه باتری، جوش هر نقطه تنها چند میلیثانیه طول میکشد.
- عدم تماس مکانیکی: برخلاف جوش مقاومتی، الکترود فیزیکی با قطعه تماس ندارد، بنابراین سایش ابزار و آلودگی کاهش مییابد.
- قابلیت اتوماسیون کامل: با استفاده از رباتها و گالو اسکنرها، دستگاه جوش لیزری اتوماتیک قادر است صدها نقطه جوش را بدون دخالت دست و با دقت تکرار کند.
چالشهای جوش لیزری در باتریها و راهحل نوین صنعت وندا
استفاده از جوش لیزری در تولید باتری، در کنار مزایا، چند چالش جدی هم دارد:
-
بازتاب بالا در مس:
مس بخش زیادی از انرژی لیزر را بازتاب میکند. اگر کنترل توان، فوکوس و شکل پالس دقیق نباشد، یا جوش بهخوبی شکل نمیگیرد یا سطح قطعه آسیب میبیند. اینجا است که یک دستگاه معمولی جواب نمیدهد و نیاز به یک دستگاه جوش لیزری تخصصی و دقیق است.
-
اتصال فلزات غیرهمجنس (مثل مس به آلومینیوم):
این نوع اتصال از نظر متالورژیکی پیچیده است و اگر پارامترها بهدرستی تنظیم نشود، ترک، تخلخل و افزایش مقاومت الکتریکی بهوجود میآید. برای اینکه این نوع اتصال در باتریهای لیتیوم‑یون قابل اعتماد باشد، دستگاه باید قابلیت تنظیم بسیار ریز پارامترها و پروفایلهای مختلف جوش را داشته باشد.
-
کنترل آسیب حرارتی روی سلول باتری:
کوچکترین خطا در زمان پالس، توان یا فوکوس، میتواند گرمای اضافی وارد سلول کند و روی عمر، ظرفیت و حتی ایمنی باتری اثر منفی بگذارد. بنابراین کنترل ناحیه تحت تأثیر حرارت (HAZ) در حد میلیثانیه و میکرون ضروری است.
در عمل، تجربه نشان داده که بسیاری از دستگاههای عمومی بازار، در مواجهه با این سه چالش اصلی (مس، فلزات غیرهمجنس و محدودیت حرارتی سلول) پایداری و تکرارپذیری لازم را ندارند. به همین دلیل، در پروژههای صنعتی جدی و خطوط تولید باتری، معمولاً انتخاب به سمت دستگاههایی میرود که بهطور ویژه برای جوش باتری طراحی و مهندسی شدهاند.
در اینجا دستگاه جوش لیزری و دستگاه جوش لیزری اتوماتیک شرکت نوین صنعت وندا خود را متمایز میکند. این دستگاهها:
- برای کار با مس، آلومینیوم و نیکل بهینهسازی شدهاند و مشکل بازتاب بالا در مس را با طراحی منبع لیزر، کنترل شکل پالس و تنظیمات پیشرفته فوکوس تا حد زیادی حل میکنند؛
- امکان تعریف چندین Recipe مختلف برای اتصالات همجنس و غیرهمجنس (مثل مس به آلومینیوم) را فراهم میکنند تا اتصال پایدار، بدون ترک و با مقاومت پایین به دست آید؛
- با کنترل دقیق توان، زمان پالس و حرکت، ناحیه حرارتی را به حداقل میرسانند و عملاً جوش لیزری ایمن روی سلولهای حساس باتری را ممکن میسازند؛
- در نسخههای دستگاه جوش لیزری اتوماتیک، با استفاده از ربات، گالو اسکنر و سیستمهای کنترلی، جوشهای تکرارپذیر و مناسب تولید انبوه باتری را ارائه میدهند.
بههمین دلیل، اگرچه چالشهای فنی جوش لیزری در باتریها جدی است، اما در عمل، استفاده از دستگاه جوش لیزری نوین صنعت وندا یکی از معدود راهکارهایی است که میتواند این چالشها را در سطح صنعتی بهطور کامل پاسخ دهد؛ چه در قالب خرید دستگاه، و چه در قالب خدمات جوش لیزری برای تولید نمونه و سری.